Printing
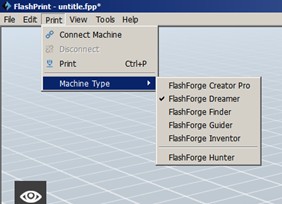
Select Machine Type
ก่อนที่จะเชื่อมต่อเครื่องพิมพ์เข้ากับคอมพิวเตอร์ ให้กดเมนู [Print]–[Machine Type] แล้วเลือกรุ่นของเครื่องพิมพ์ให้ถูกต้อง โปรแกรมจะปรับขนาดแท่นพิมพ์ และตัวเลือกในการพิมพ์ให้โดยอัตโนมัติ
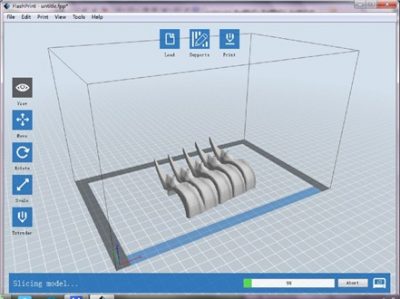
สร้างไฟล์ Gcode คุณจะต้อง slice โมเดลของคุณก่อนที่จะส่งไปพิมพ์ โดยทำตามขั้นตอนต่อไปนี้
- กดเมนู [Print]–[Print] หรือกดปุ่ม Print ที่อยู่ด้านบนของจอภาพ จะมีหน้าต่างใหม่ขึ้นมา
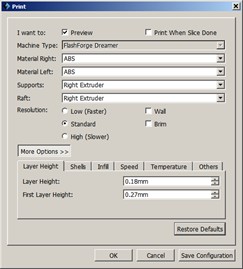
- ตั้งค่าการพิมพ์ตามต้องการ จากนั้นกดปุ่ม [OK] จะมีหน้าต่างให้กำหนดชื่องาน และตำแหน่งที่จะบันทึกไฟล์ Gcode จากนั้นกดปุ่ม [Save] จะเห็นแถบสีเขียวด้านล่างของจอภาพแสดงความก้าวหน้าของการบันทึก คุณสามารถกด ปุ่ม [Abort] ก่อนที่จะทำเสร็จเพื่อยกเลิกการบันทึก
คำอธิบายการตั้งค่า
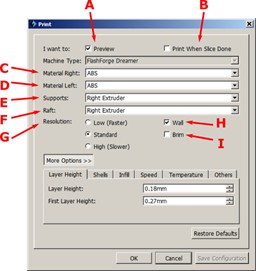
A–Preview: เลือกเปิด-ปิดการแสดงภาพก่อนพิมพ์
B–Print when slice done: เลือกให้พิมพ์ทันทีหลังจากกด [OK]
C–Material Left: เลือกวัสดุที่จะใช้พิมพ์ที่หัวพิมพ์ด้านซ้าย
D–Material Right: เลือกวัสดุที่จะใช้พิมพ์ที่หัวพิมพ์ด้านขวา
หมายเหตุ: เครื่อง Flashforge Dreamer/Creator Pro วัสดุที่มีให้เลือกคือ PLA, ABS, HIPS, Conductive filament, Flexible filament
สำหรับ Flashforge Guider / Finder จะมีให้เลือกเพียง 1 หัวพิมพ์เท่านั้น และจะใช้วัสดุ PLA, Conductive filament, Flexible filament
E–Supports: เลือกหัวพิมพ์ที่จะพิมพ์วัสดุที่จะใช้ทำ support (Dissolvable Filament) เลือกซ้าย หรือขวา หรือไม่พิมพ์เลยก็ได้ (Disable)
เฉพาะ Flashforge Guider / Finder จะมีให้เลือกเพียงเปิดหรือปิดการใช้งานเท่านั้น
F–Raft: คือตัวช่วยให้โมเดลติดกับแท่นพิมพ์ได้ดีขึ้น เลือกใช้หัวพิมพ์ด้านซ้าย หรือขวา หรือไม่พิมพ์เลยก็ได้
เฉพาะ Flashforge Guider / Finder จะมีให้เลือกเพียงเปิดหรือปิดการใช้งานเท่านั้น
H–Wall: เลือกเพื่อเปิดคำสั่งการสร้างผนังสำหรับเช็ดหัวพิมพ์เพื่อไม่ให้เลอะชิ้นงานในกรณีที่สั่งพิมพ์พร้อมกัน2หัว
I—Brim: เลือกเพื่อสร้างครีบที่ฐาน แผ่ออกไปเพื่อลดการแอ่นตัวของโมเดล

G—Resolution: เป็นการเลือกความละเอียดของโมเดล โดยมีตัวเลือกแบบสำเร็จรูปสี่แบบ คือ
Low—ความละเอียดต่ำ แต่งานจะเสร็จเร็ว
Standard—ความละเอียดปานกลาง
High—ความละเอียดสูง ใช้เวลาพิมพ์นาน
Hyper—ความละเอียดสูงมาก (เมื่อเลือกพิมพ์ PLA ที่หัวพิมพ์ด้านขวาของเครื่อง Flashforge Dreamer)
หากต้องการปรับตัวเลือกมากกว่านี้ให้กดปุ่ม [More options] เพื่อกำหนด Layers, Shells, Infill, Temperature, และอื่นๆ
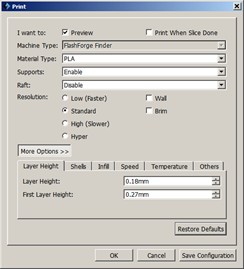
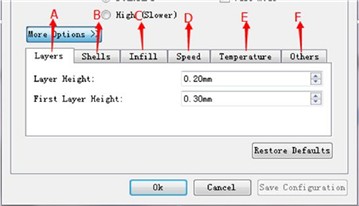 Layer
Layer
Layer Height: กำหนดความสูงของแต่ละชั้นของเส้นพลาสติก ค่าที่น้อยจะได้ชิ้นงานที่มีผิวเรียบเนียนกว่า
First Layer Height: กำหนดความสูงที่ชั้นแรกของโมเดล มักจะกำหนดให้สูงกว่าชั้นอื่นเพื่อเพิ่มประสิทธิภาพ ในการยึดเกาะกับแท่นพิมพ์ ไม่ควรเกิน 0.4 ม.ม. แนะนำว่าให้ใช้ค่าที่ให้มาShells: เป็นการกำหนดความหนาของพื้นผิวชิ้นงาน (หากเลือก vase mode ผิวด้านบนจะไม่พิมพ์)
Perimeter Shells: ความหนาผนังแนวตั้ง สูงสุดคือ 10 ชั้น
Top Solid Layer: ความหนาผนังด้านบน สูงสุดคือ 10 ชั้น น้อยสุดคือ 1 ชั้น
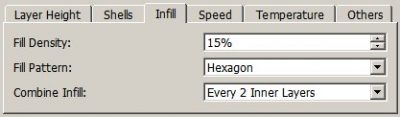
Bottom Solid Layer: ความหนาผนังด้านบน สูงสุดคือ 10 ชั้น น้อยสุดคือ 1 ชั้นInfill กำหนดปริมาณ และรูปแบบเนื้อพลาสติกที่อยู่ในโมเดล
Fill Density ปริมาณเนื้อพลาสติกที่อยู่ภายในของตัวโมเดล
Fill Pattern รูปแบบของเนื้อพลาสติกที่พิมพ์ มีแบบหกเหลี่ยมจะแข็งแรงที่สุด สามเหลี่ยมจะให้การยึดตัวของแต่ละ layer ดี และเส้นตรงจะพิมพ์ได้เร็วที่สุด
Combine Infill เป็นการลดเวลาในการพิมพ์ โดยพิมพ์ infill แบบชั้นเว้นชั้น Layer height ที่มากกว่า 0.1 ม.ม.แนะนำให้ใช้ Every “n” Layers นอกจากนั้นแนะนำให้ใช้ Every “n” Inner Layers
 Speed ความเร็วในการพิมพ์ การพิมพ์ให้ช้าจะได้โมเดลที่สวยงามกว่า (ประมาณ 40 ม.ม./วินาที)
Speed ความเร็วในการพิมพ์ การพิมพ์ให้ช้าจะได้โมเดลที่สวยงามกว่า (ประมาณ 40 ม.ม./วินาที)
Print Speed ความเร็วระหว่างพิมพ์โมเดล
Travel Speed ความเร็วขณะที่หัวพิมพ์เคลื่อนข้ามช่องว่าง (ไม่ได้ฉีดพลาสติก) สำหรับ PLA แนะนำที่ 100
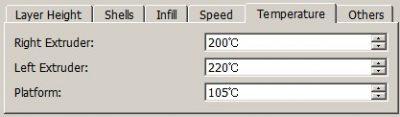
หมายเหตุ: การปรับค่าการพิมพ์เพื่อให้ได้ผลที่ดี จะแตกต่างในแต่ละโมเดลTemperature ตั้งค่าอุณหภูมิที่หัวพิมพ์ และแท่นพิมพ์
Right/Left Extruder ตั้งค่าอุณหภูมิที่หัวพิมพ์ทั้งสองด้าน สำหรับเครื่อง Finder / Guider จะมีช่องเดียว
Platform. ตั้งค่าอุณหภูมิที่แท่นพิมพ์ สำหรับเครื่อง Finder / Guider จะไม่มีค่านี้
หมายเหตุ: การใช้อุณหภูมิที่แตกต่างกันจะมีผลกับโมเดลที่พิมพ์ ควรปรับให้เหมาะสมกับโมเดลของคุณ
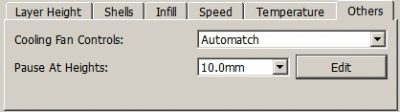
 Others อื่นๆ
Others อื่นๆ
Cooling Fan Controls: มีเฉพาะเครื่องรุ่น Flashforge Dreamer/Creator Pro ใช้สำหรับกำหนดการเปิด/ปิดพัดลม และยังกำหนดการเปิดพัดลมที่ความสูงใดๆ ของแกน Z ได้อีกด้วย
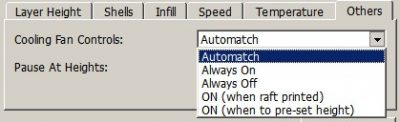
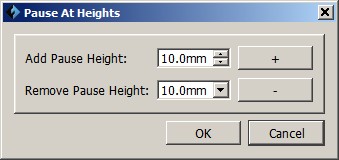
Pause at Heights: กำหนดให้เครื่องหยุดพิมพ์ชั่วคราวที่ความสูงใดๆ ของแกน Z สามารถกำหนดได้หลายๆ ตำแหน่ง โดยการกดปุ่ม [Edit] ใส่ความสูงที่ต้องการเป็น ม.ม. แล้วกด + หากต้องการลบค่าใด ก็เลือกค่านั้นแล้วกด –เรียบร้อยแล้วกดปุ่ม [OK]