


เป็นที่ทราบกันดีอยู่แล้วครับว่า เรซิ่นนั้นราคาค่อนข้างสูงตั้งแต่ 4บาท/กรัม ตัวแพงๆอาจจะราคาถึง 17บาท/กรัม ดังนั้นวิธีการลดต้นทุนเป็นเรื่องที่สำคัญมากสำหรับพิมพ์เรซิ่น
บทความนี้จะว่าด้วยวิธีการ ประหยัดเรซิ่นกว่า 50% จากการพิมพ์ปกติ นอกจากนี้ยังยืดอายุการใช้งานถาดพิมพ์อีกด้วยนะเออ ที่สำคัญที่สุดวิธีการนี้สามารถใช้ได้กับเครื่อง DLP, SLA ทุกเครื่องในท้องตลาดไม่ล็อคยี่ห้อใดยี่ห้อหนึ่ง

สิ่งที่ต้องเตรียม
– เครื่อง DLP หรือ SLA Printer ของท่านรุ่นใดๆก็ได้ (ในบทความนี้ ผมใช้ Flashforge Hunter)
– Software MeshMixer (Free Software จาก AutoDesk) Download จาก http://www.meshmixer.com/
เอาไว้ทำวัตถุกลวง Hollow เจาะรู และ จัดการไฟล์อื่นๆ
– Software FlashPrint (Free Software จาก Flashforge) Download จาก http://www.flashforge.com/
เอาไว้ตัดชิ้นงาน สร้าง Support แล้วออก Save ออกมาเป็นไฟล์ STL (อย่างลืมเลือก Machine เป็น FF Hunter)
วิธีที่ 1 (ใช้ได้กับทุกเครื่อง DLP, SLA) ทำให้กลวง เจาะรูให้น้ำไหล สร้าง Support ช่วงค้ำยัน ทั้งนอกและและในชิ้นงาน
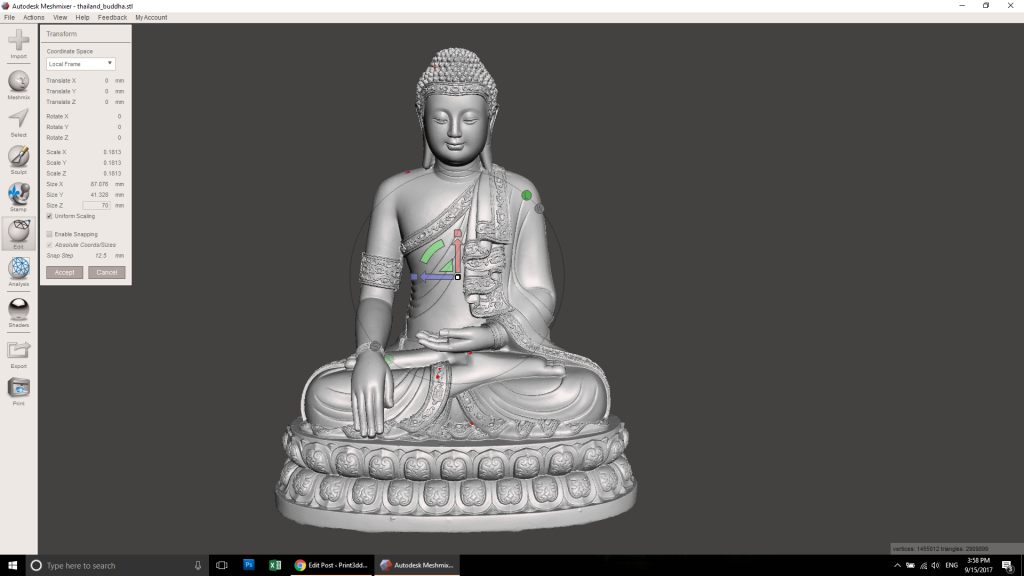
1.1 เตรียมไฟล์ STL ของเราไว้ ในบทความนี้เราใช้ไฟล์จาก thingiverse รูปพระพุทธรูป https://www.thingiverse.com/thing:2156108 Credit : Strong Hero
หากนำไฟล์นี้มาพิมพ์เลยโดยตรงจะเป็นการพิมพ์ตัน

1.2 เอาไฟล์ที่เราได้มาเปิดใน MeshMixer ปรับขนาดชิ้นงานที่ต้องการพิมพ์ตามที่เราต้องการ ในที่นี้ให้ชิ้นงานสูง 70mm ใช้ฟังก์ชั่น Hollow ให้ทำให้ชิ้นงานกลวง โดยปกตินั้นผมจะใช้ค่า offset ให้ชิ้นงานมีความหนา 3mm ขึ้นไปเพื่อความแข็งแรง
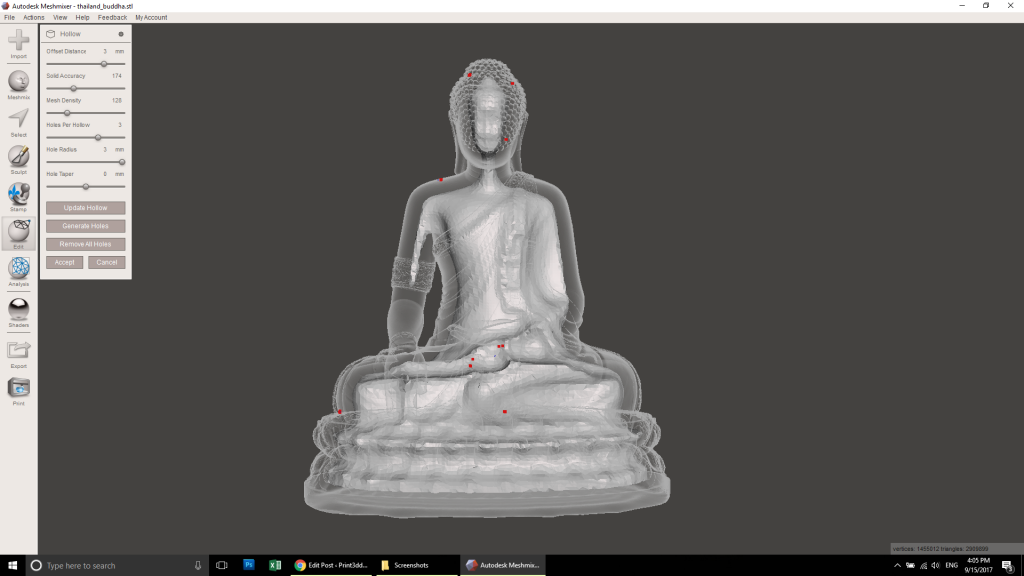
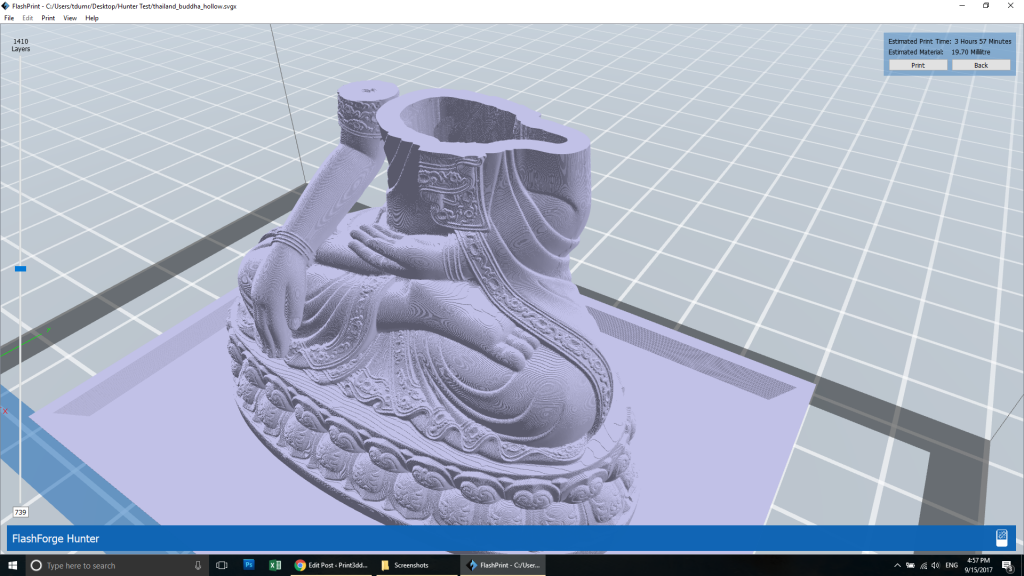
1.3 หากชิ้นงานใหญ่อย่าลืมเจาะรูให้น้ำพลาสติกไหลออกด้วย (ในฟังก์ชั่น Hollow นั้นมีเครื่องมือเจาะรูชิ้นงานให้น้ำเรซิ่นไหลด้วยชื่อ Generate Hole สามารถเลื่อนตำแหน่งต่างๆบนพื้นผิวได้) จำเป็นต้องมีทางออกของน้ำเรซิ่นด้วย หรือ หากฐานไม่ใช่ส่วนสำคัญก็ตัดฐานออกใน Software FlashPrint ก็ได้
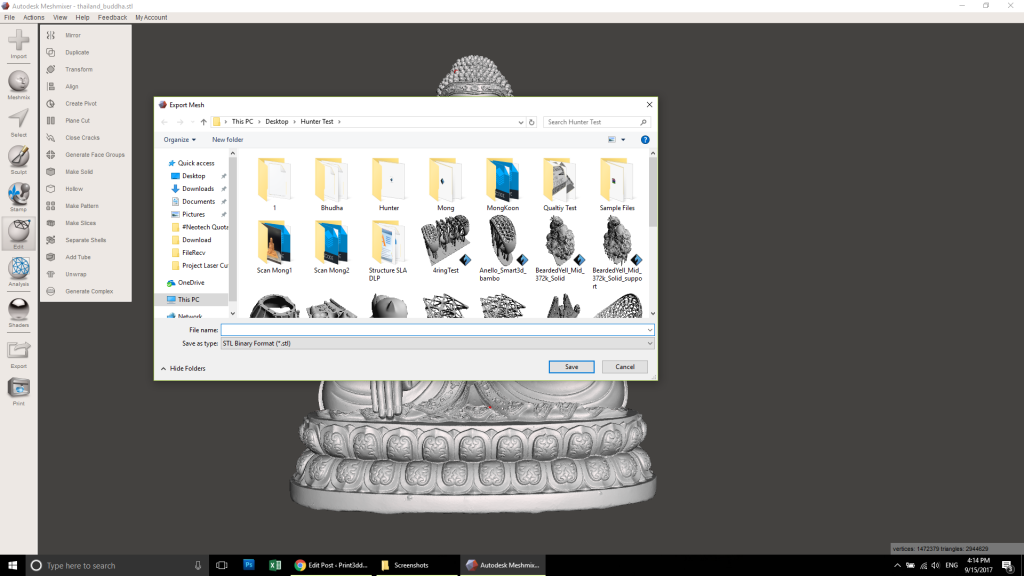
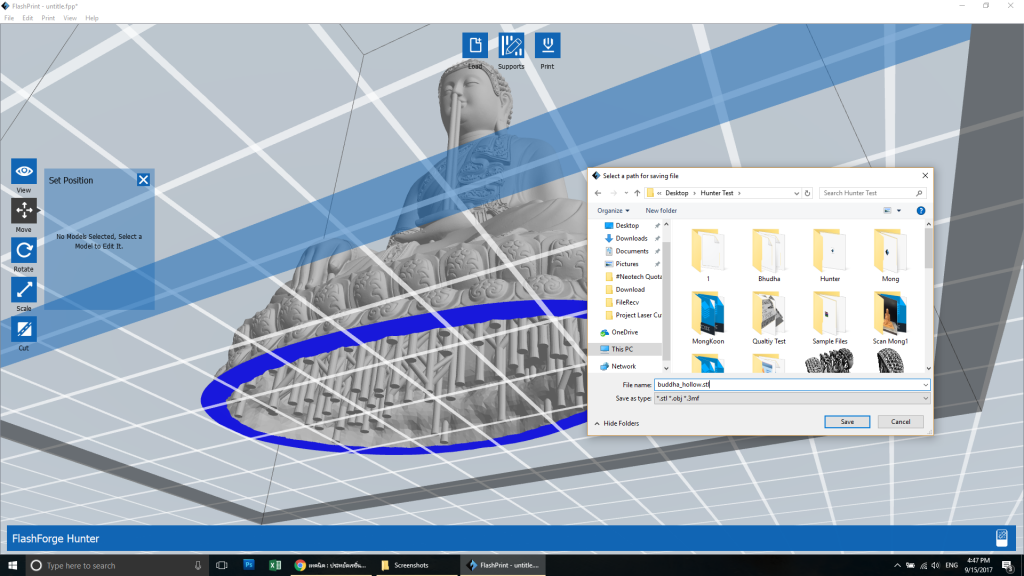
1.4 Export ไฟล์ออกมาเป็น STL เพื่อเราจะไปเปิดใน Flashprint ต่อ (เวลาใช้ FlashPrint อย่าลืมเลือกเครื่องพิมพ์เป็น Hunter ก่อนครับ)
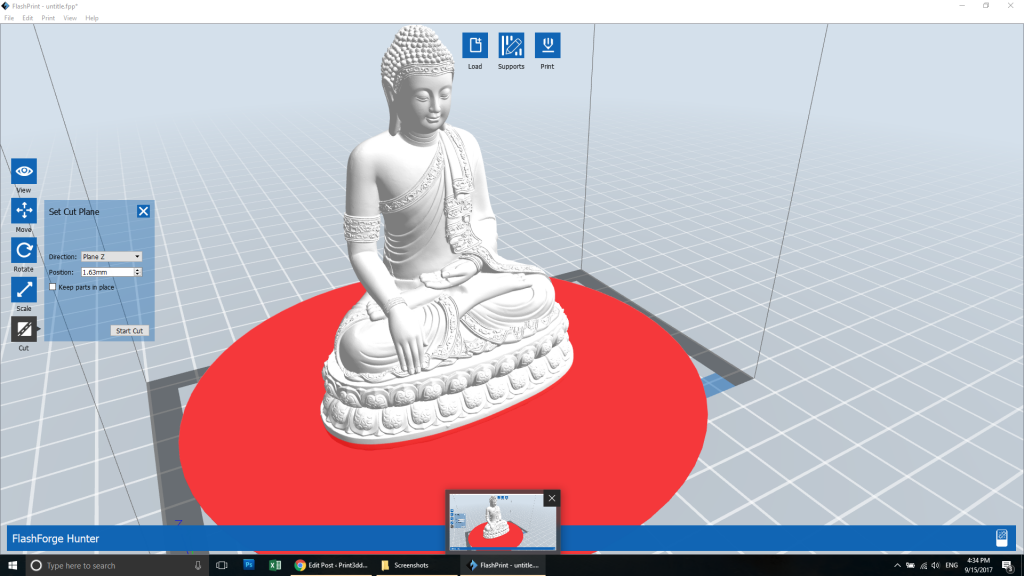
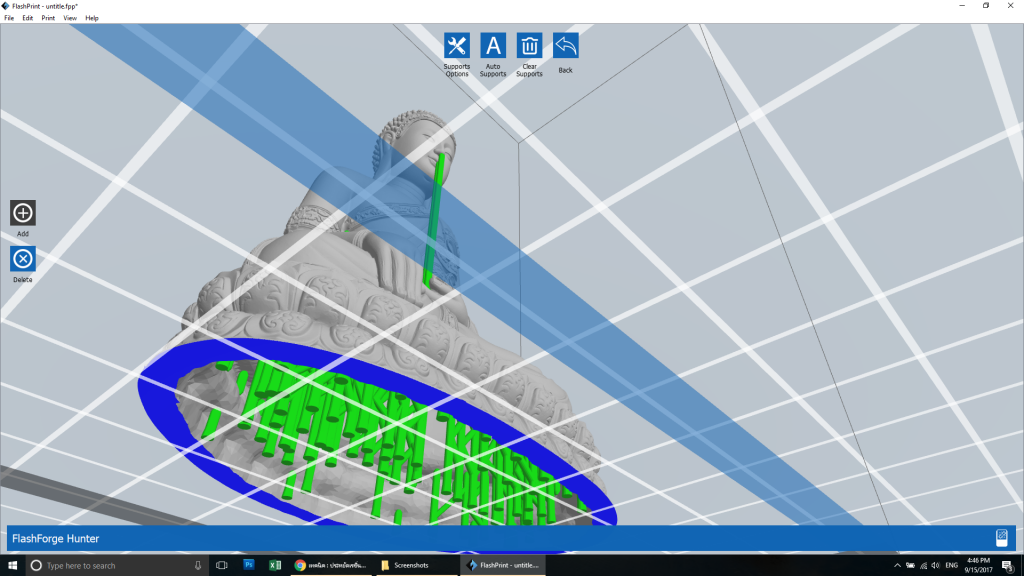
1.5 เปิดไฟล์ใน Flashprint เพื่อสร้าง Support (บางคนคิดว่าไม่จำเป็น ส่วนตัวผมคิดว่าจำเป็นมากๆ เนื่องจากส่วนที่ทำให้กลวงนั้น โมเดลมีส่วนที่เป็น overhang ห้อยอยู่หลายส่วน)
1.5.1 หากฐานไม่เรียบหรือฐานไม่จำเป็นแนะนำให้ตัดฐานออกด้วย (ในบทความนี้จะตัดฐานออกให้เห็นการสร้าง Support ภายในครับ)
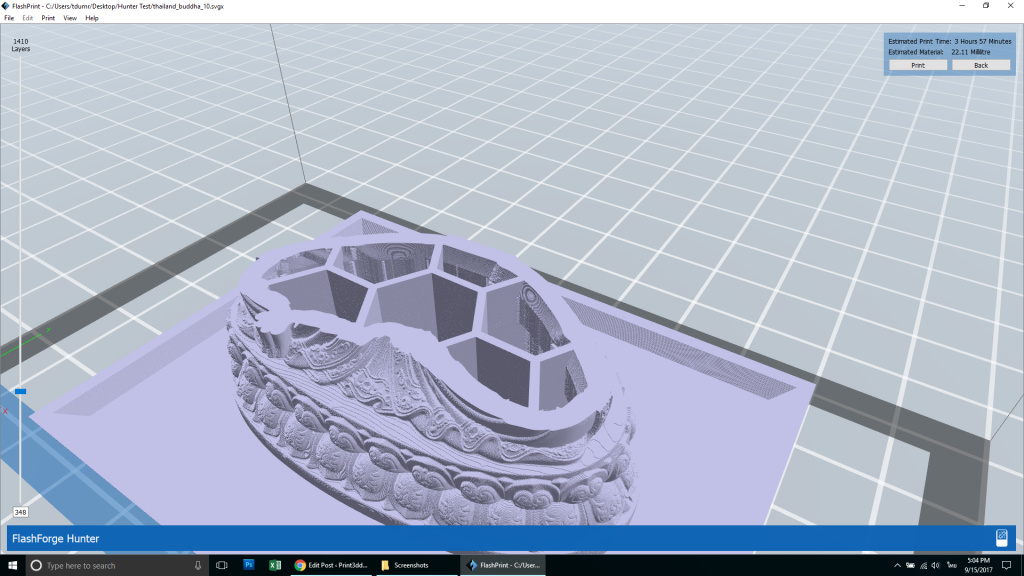
1.6 กรณีใช้เครื่องพิมพ์ Flashforge Hunter สามารถสั่งพิมพืต่อได้เลย กรณีใช้เครื่องพิมพ์ยี่ห้ออื่นๆ สามารถ Export ไฟล์ออกมาเป็น STL ไปใช้ครับเครื่องพิมพ์ของท่านๆได้เลย
วิธีที่ 2 (ใช้ได้กับเครื่อง Flashforge Hunter)
2.1 โยนไฟล์ 3มิติเปิดใน FlashPrint เวลาสั่งพิมพ์ให้เลือก infill เป็น 0% กรณีที่พิมพ์กลวง
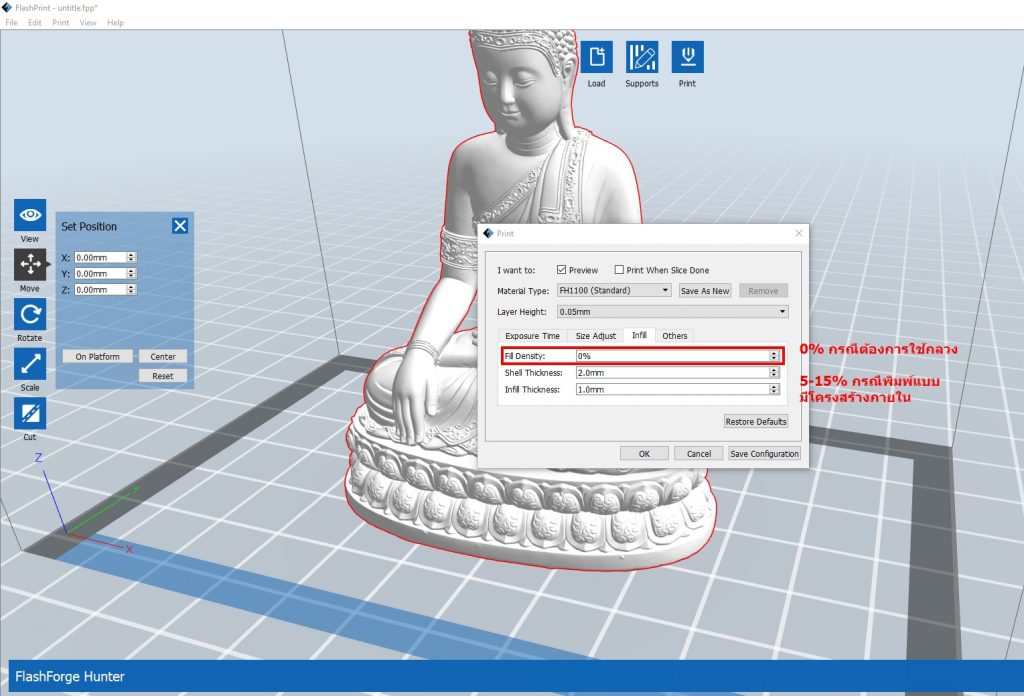
0% คือกลวง 5-15% คือมีโครงสร้างอยู่
2.2 สามารถเลือก infill เป็น 5-15% ก็ได้เช่นกันเพื่อเพิ่มความแข็งแรง
ทั้งนี้ทั้งนั้นกรณีวิธีที่ 1 ดีที่สุดเพียงแต่มีหลายขั้นตอน วิธี 2.1 มีโอกาสที่ทำให้ชิ้นงานเสีย เนื่องจากกลวงแต่ไม่มีโครงสร้างภายในไม่มีโครงสร้างภายใน
Credit : Mamipoko Print3Dd